DÒNG MŨI KHOAN DEEPTRI DRILL 【Tungaloy-NTK】? Định nghĩa và ứng dụng
Thứ Tư,
30/04/2025
Admin
![]()
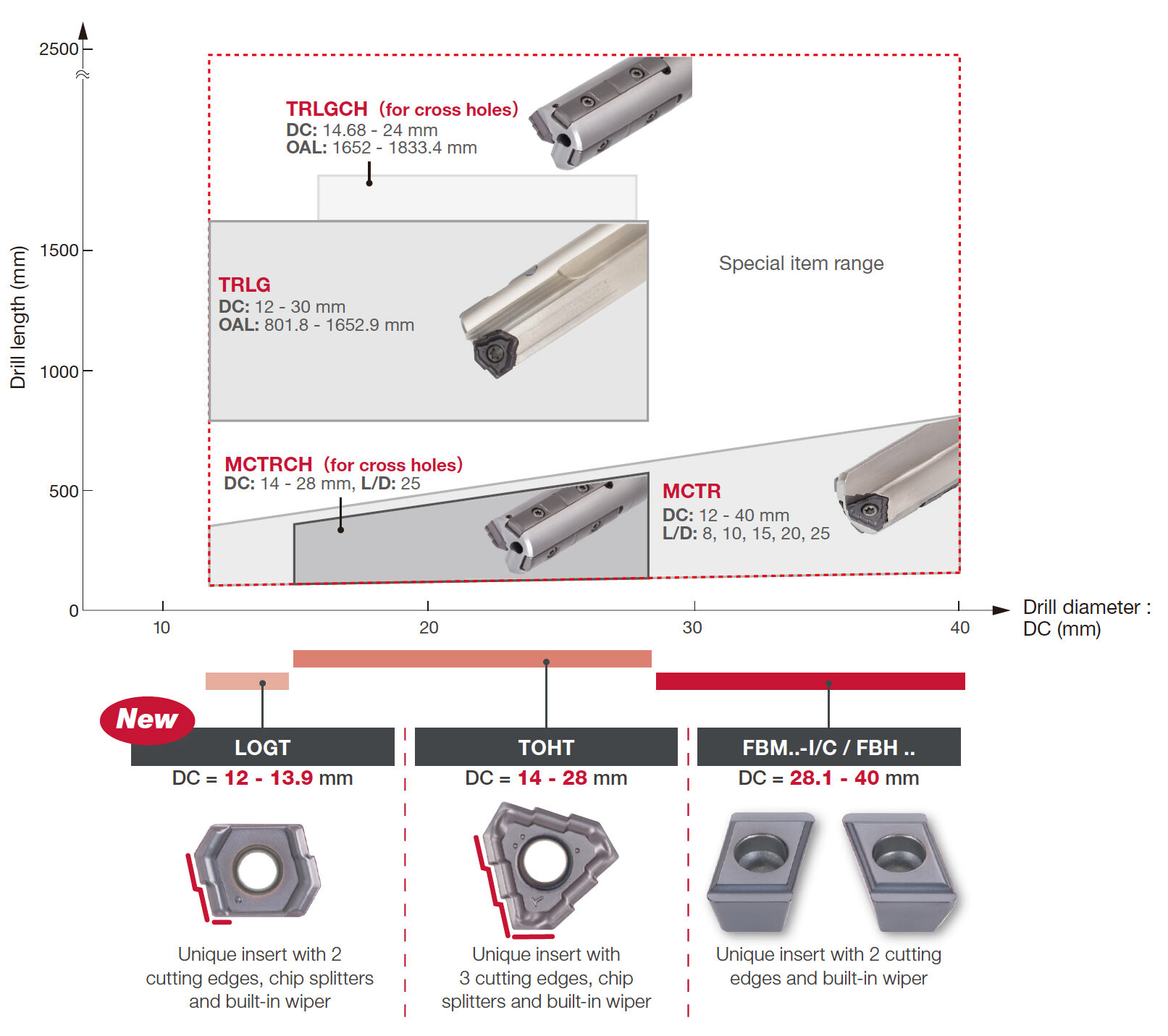
Khoan lỗ sâu “DeepTri-Drill”
Cấu tạo gần giống như mũi khoan nòng súng. Điểm khác biệt lớn đó là đầu mũi khoan có gắn mảnh cắt (gắn inserts) Do đó DeepTri-Drill mang lại hiệu suất vượt trội, hiệu quả cao và độ ổn định khi khoan lỗ sâu.

ỨNG DỤNG VÀ TÍNH NĂNG
1. Thêm nhiều lựa chọn cho các lỗ sâu khác nhau
2.Hiệu quả tối ưu
• Bộ phận, góc bẻ phôi và rãnh tách phôi được cấu tạo đặc biệt cho phép kiểm soát thoát phôi liên tục ở bất kỳ tốc độ nào, phù hợp cho tốc độ cao.
• Nhờ khả năng thoát phôi trơn tru, có thể gia công lỗ khoan sâu ngay cả với áp suất chất làm mát tiêu chuẩn từ 1.0-2.0 MPa

3. Độ tròn, độ thẳng và độ hoàn thiện bề mặt tuyệt vời
• Hình dạng cạnh cắt đặc biệt và miếng đệm dẫn hướng được tối ưu hóa mang lại chất lượng lỗ vượt trội.

INSERTS - Mảnh cắt
ZSGT-NDJ : Mảnh cắt 1 mặt với góc bẻ phôi NDJ sử dụng cho mục đích cắt phổ thông.


| Designation | DCN | DCX | W1 | S | RE | Grade |
|---|---|---|---|---|---|---|
| ZSGT040104R-NDJ | 7.94 | 8.99 | 4.80 | 1.24 | 0.40 | AH9130 |
| ZSGT050104R-NDJ | 9.00 | 9.99 | 5.30 | 1.35 | 0.40 | AH9130 |
| ZSGT060204R-NDJ | 10.00 | 11.80 | 6.00 | 1.50 | 0.40 | AH9130 |
DRILL BODY – Cán khoan
MCTR L/D=10 : Thân cán khoan cho máy tiện và CNC máy gia công trung tâm L/D = 10


STANDARD CUTTING – Thông số cắt tiêu chuẩn
Đường kính mũi khoan: DC = ø10 – ø28 mm
| ISO | Workpiece material | Priority | Chip-breaker | Grade | Cutting speed Vc (m/min) |
Feed:f (mm/rev) | |||
|---|---|---|---|---|---|---|---|---|---|
| ø10 – ø11.8 | ø11.81 – ø13.99 | ø14 – ø18 | ø18.01 – ø28 | ||||||
| Low carbon steel (C < 0.3) SS400, SM490, S25C, etc. E275A, C25, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.1 | 0.03 – 0.1 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.08 | 0.05 – 0.1 | 0.06 – 0.12 | 0.08 – 0.16 | ||
| Carbon steel (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.1 | 0.03 – 0.12 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.14 | 0.05 – 0.16 | 0.07 – 0.18 | 0.08 – 0.2 | ||
| Low alloy steel (C < 0.3) SCM415, 18CrMo4, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.12 | 0.08 – 0.1 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.08 | 0.05 – 0.1 | 0.06 – 0.12 | 0.08 – 0.16 | ||
| Alloy steel (C > 0.3) SCM440, SCr420, 42CrMo4, 20Cr4, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.1 | 0.03 – 0.12 | |
| First choice | NDJ | AH9130 | 80 – 120 | 0.05 – 0.14 | 0.05 – 0.16 | 0.07 – 0.18 | 0.08 – 0.2 | ||
| Stainless steel (Austenitic) SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.06 | 0.03 – 0.06 | |
| First choice | NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.05 – 0.12 | ||
| Stainless steel (Martensitic, Ferritic) SUS430, SUS416, etc. X6Cr17, X12CrS13, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.06 | 0.03 – 0.06 | |
| First choice | NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.05 – 0.12 | ||
| Stainless steel (Precipitation hardening) SUS630, X5CrNiCuNb16-4, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.06 | 0.03 – 0.06 | |
| First choice | NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.05 – 0.12 | ||
| Grey cast iron FC250, GG25, 250, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.15 | 0.05 – 0.18 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.25 | 0.05 – 0.3 | ||
| Ductile cast iron FCD700, 700-2, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.15 | 0.05 – 0.18 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.25 | 0.05 – 0.3 | ||
| Aluminium alloys | Lower feed | NDL | AH725 | 80 – 160 | – | – | 0.03 – 0.15 | 0.03 – 0.15 | |
| First choice | NDJ | AH9130 | 100 – 200 | 0.05 – 0.18 | 0.05 – 0.2 | 0.08 – 0.22 | 0.1 – 0.25 | ||
| Heat-resistant alloys Inconel 718, etc. |
Lower feed | NDL | AH725 | 20 – 50 | – | – | 0.03 – 0.06 | 0.03 – 0.08 | |
| First choice | NDJ | AH9130 | 20 – 50 | 0.04 – 0.06 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | ||
| Titanium alloys Ti-6Al-4V, etc. |
Lower feed | NDL | AH725 | 30 – 60 | – | – | 0.03 – 0.1 | 0.03 – 0.12 | |
| First choice | NDJ | AH9130 | 30 – 60 | 0.04 – 0.1 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.15 | ||
| Hardened steel ≥ 40HRC |
Lower feed | NDL | AH725 | 40 – 100 | – | – | 0.03 – 0.08 | 0.03 – 0.08 | |
| First choice | NDJ | AH9130 | 50 – 100 | 0.04 – 0.06 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | ||
*Nên sử dụng CHIP bẻ phoi NDL để khoan lỗ chéo với vận tốc thấp.
*Khuyến nghị về dầu tưới nguội khi khoan thép, Inox304,316...
– Chất làm mát bằng dầu là ưu tiên hàng đầu
– Nồng độ dầu ít nhất chiếm 20%, nếu sử dụng dầu pha nước
|
TUNGALOY-NTK |

[Hotline]: (+84)93 1375 688 (24/7)
Email: support@vietut.vn
Xin hãy liên hệ với chúng tôi, khi cần hỗ trợ !
Trân trọng !
TIN LIÊN QUAN

05
T07
HỆ THỐNG KANBAN_ÁP DỤNG VÀO PHƯƠNG PHÁP SẢN XUẤT CHO ÉP ĐÙN VÀ ÉP PHUN
HỆ THỐNG KANBAN! Hệ thống Kanban là phương pháp quản lý sản xuất được phát triển bởi Tập đoàn Toyota Motor. Nó kết hợp nguyên tắc “sản xuất đúng thời điểm_just-in-time”...

30
T05
THÔNG BÁO ĐIỀU CHỈNH NHỎ TÊN CÔNG TY CỦA NHÀ SẢN XUẤT
Xin bày tỏ lòng biết ơn chân thành nhất gửi tới quý Khách Hàng. Chúng tôi xin thông báo “Từ ngày 1/6/2026 (thứ 2) tên công ty TAKIKAWA ENIGEERING CO.,LTD có...

29
T05
ĐIỀU CHỈNH GIÁ BÁN CỐ ĐỊNH VÀ GIÁ BÁN LẺ
Xin bày tỏ lòng biết ơn chân thành nhất gửi tới quý Khách Hàng. Ảnh hưởng chi phí nguyên vật liệu, chi phí năng lượng, chi phí vận chuyển tăng, và...

22
T05
GIẤY IN NHIỆT_ THERMAL PAPER
Là loại giấy có lớp phủ hóa chất đặc biệt trên bề mặt, lớp phủ này gây ra phản ứng hóa học và đổi màu khi cảm nhận nhiệt. Ví...

02
T05
MỐI QUAN HỆ GIỮA LASER QUÉT MẪU ĐO THỰC TẾ, VÀ CÀI ĐẶT THỜI GIAN TRUNG BÌNH
Thiết bị phát sẽ quét chùm tia laser với tốc độ 400 lần/ giây, tần số quét sẽ ghi nhận dữ liệu 400 lần chỉ trong một giây. Hay nói...

27
T04
TỐC ĐỘ BAUD LÀ GÌ? TẠI SAO NÓ LẠI QUAN TRỌNG TRONG TRUYỀN DỮ LIỆU
Tốc độ Baud là một chỉ số biểu thị số lần thay đổi tín hiệu xẩy ra mỗi giây trong một kênh truyền thông. Xác định tốc độ truyền dữ...
Tin mới nhất
3
ĐIỀU CHỈNH GIÁ BÁN CỐ ĐỊNH VÀ GIÁ BÁN LẺ
29/05/2026
4
GIẤY IN NHIỆT_ THERMAL PAPER
22/05/2026